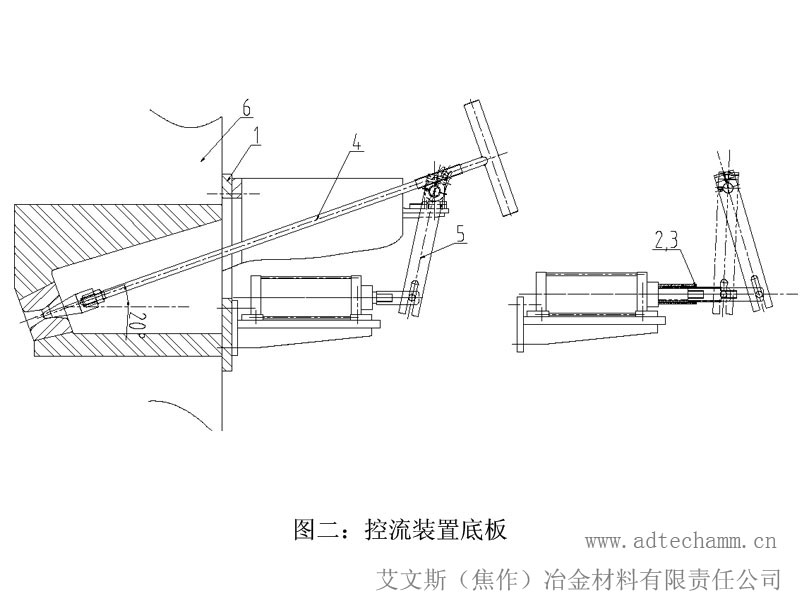
铸轧知识-浮漂控流装置
1、通过液面控制装置对流槽内的液面高度加以控制(见上图)。当流槽内的液面达到目标液面时(工艺要求的液面高度)调整序号7浮漂的高度,并且调整序号8、9配重的位置,使得杠杆机构处于平衡状态。并以此状态调整炉口控流装置钎塞杆的位置。件10机械阀处于打开状态。
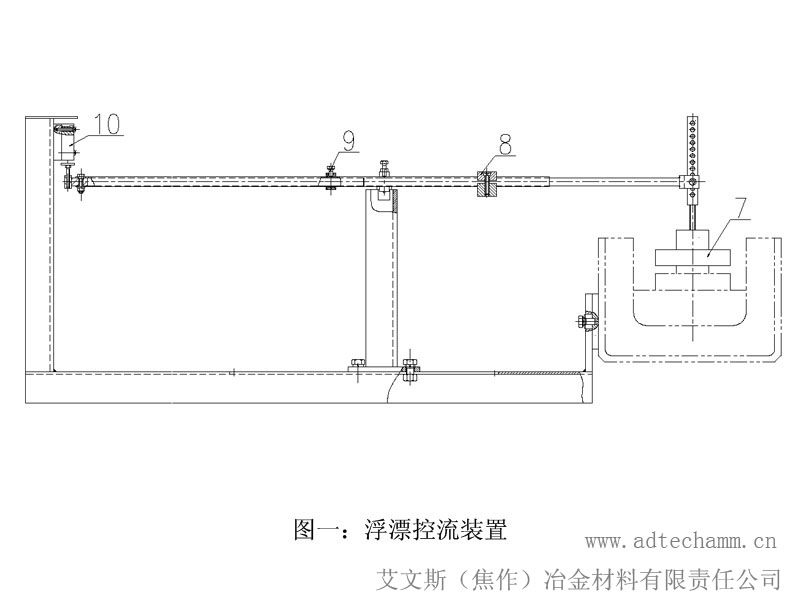
2、控流装置底板(序号1)现场焊与静置炉壁上。钎塞杆(序号4)位置由液面控制装置反馈后,初定钎塞杆在炉口处的位置,调整摆臂(序号5)的角度,并使得气缸处于伸出状态。当液面降低,浮漂随液面降低,导致杠杆将机械阀针顶回,由机械阀控制气缸动作。使得气缸缩回,钎塞杆打开,铝液流量增加,使得流槽内的铝液得以补充,并保持液面波动在±3mm以内。气缸行程可以通过调整限程套(序号2、3)来满足生产需要,可以对钎塞杆的移动行程得以控制。